Laser diffraction has become one of the most common methods for particle size analysis. As such a well established technique, the general principles and expected performance of laser diffraction are covered by an international standard (ISO13320 [1]). This standard has been recently republished and a key point in the introduction refers to both improvements in the understanding of light scattering as well as advances in instrument design and how this has improved the ability of diffraction instruments to measure very fine particles.
Typical basic laser diffraction systems have a dynamic range of 0.1µm to 2000µm; in order to extend the size range to below 100nm addition features such as an additional light source with a different wavelength must be used. Such multiple wavelength technology has been used on the Mastersizer 2000 to extend diffraction measurements into the sub 100nm range since 1998. This technical note will describe the technological advances that enable the Mastersizer 3000 to further improve upon the sub 100nm resolution of its predecessor and also to extend the dynamic range to above 2mm.
The challenge in developing the Mastersizer 3000 was not only to further improve the dynamic range but also to significantly reduce the size of the instrument.
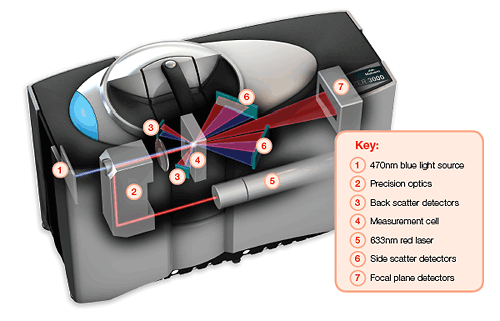
The new optical core (Figure 1) achieves this extended dynamic range and reduction in size by using innovative enclosed folded optics (2). This allows the beam from the 633nm HeNe gas laser (5) to be transported through 180 degrees, saving space and allowing the length of the optical bench to be reduced by half. The laser light then passes through a dispersed sample in the measurement cell and the light scattered by these particles is captured on a range of detectors. The technique of laser diffraction uses the angular dependence of the light scattered by a group of particles to calculate a size distribution. Therefore recording scattering data over the widest possible angular range is key to achieving a wide dynamic range.
Coarse particles scatter light at narrow angles. Therefore scattering from these particles is captured on the focal plane detector (7). Advances in detector electronics have allowed the size of the detector elements within the focal plane detector to be reduced (without compromising signal to noise ratio). Smaller detector elements mean that these elements can be placed closer together which allows the scattering from larger particles to be measured at very small angles. Hence the improvements in the design of the focal plane detector have increased the dynamic range of the Mastersizer 3000 to a maximum size of 3.5mm (compared to 2mm with the previous generation instruments).
|
The focal plane detector records narrow forward angle scattering from coarse particles, in addition, sidescatter and backscatter detectors are used to capture the higher angle scattering from finer particles.
The challenge associated with the measurement of fine particles is that as particles get smaller the angular dependence and intensity of the scattered light gets weaker. The scattering pattern for particles smaller than 0.3µm show weak angular dependence. For even smaller particles the scattering data becomes independent of angle and the size at which this occurs is dependent on the wavelength of light used. Therefore diffraction systems such as the Mastersizer 2000 and Mastersizer 3000 make use of a blue light source with a lower wavelength in order to extend the dynamic range to smaller particle sizes.
The further improvement in the dynamic range of the Mastersizer 3000 is achieved by both significantly increasing the power of the blue light source and by increasing the number and optimization of the blue light detectors.
Increasing the power of the blue light improves the measurement of very fine particles by increasing the amount of scattering signal that can be recorded and hence the sensitivity to these particles.
A further improvement is achieved by moving the blue light source onto the same optical axis as the red light. As the blue light is used for measuring very fine particles, the blue scattering data is collected at high angles on the sidescatter and backscatter detectors. Each detector in the system has an area optimized to angular position, e.g. larger detectors are used to record weaker scattering signals at high angles. Therefore by keeping the red and blue light sources on the same optical axis the detectors remain optimized for both red and blue scattering data. This improves the signal to noise ratio for fine, weakly scattering particles and improves performance below 100nm.
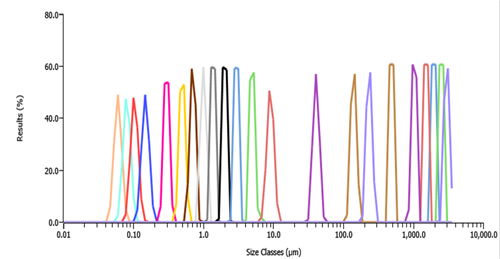
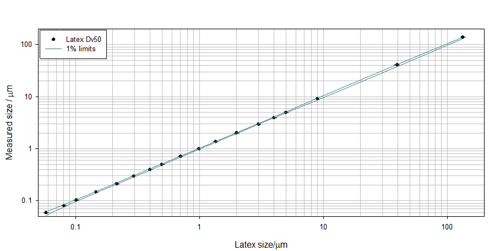
These advances in the optical design employed in the Mastersizer 3000 give accurate sizing performance across the dynamic range. Spherical particles such as latex and glass beads can be used to test accuracy of particle sizing systems. Figure 2 shows the results of measurements of individual latex and glass bead standards with sizes covering the dynamic range of the Mastersizer 3000. Figure 4 shows the accuracy of the results obtained from the Mastersizer 3000 compared to the standard values and tolerances for these materials. For the latex standards covering a size range from less than 100nm to over 100µm the median particle size measured by the Mastersizer 3000 is within 1% of the tolerance stated on the certificates.
|
|
|
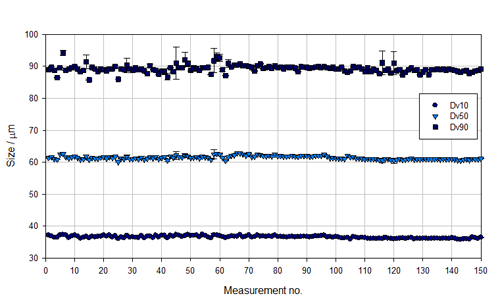
System to system reproducibility is tested using single shot glass bead samples. This is a monomodal traceable glass bead standard with a median size of approximately 60μm and a size distribution covering a decade in size. Results across 150 instruments show a variability of less than 1% on the Dv50, as shown in Figure 3.
Many industries are looking to nanoparticles both for innovative new materials and to improve product performance, so the submicron performance of laser diffraction systems has become an increasingly important requirement. The results in this section demonstrate the submicron performance of the Mastersizer 3000 for real world applications
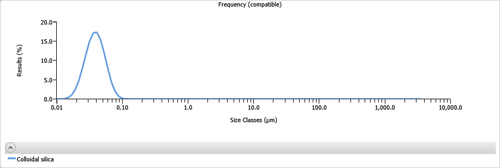
A good example of a sub 100nm material is colloidal silica. Colloidal silica is used in applications including polishing, coatings, casting, adhesives and paper, and is generally produced with a particle size in the range of 5 to 100nm. Figure 5 shows the particle size distribution of a colloidal silica sample with median size of approximately 38nm, measured on the Mastersizer 3000.
|
In many cases, as well as characterizing the primary particle size, which may be below 100nm, what is critical to product performance is to detect the presence of oversize or agglomerated material. A sample with a particle size distribution entirely below 100nm is more suited to techniques such as dynamic light scattering. It is the ability to accurately characterize the
|
|
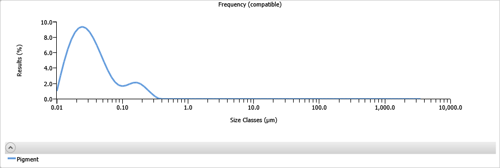
presence of oversize particles or agglomerates as well as the primary particles that make these materials ideal for laser diffraction. A common application of laser diffraction to very fine particles is in the manufacture of pigments. The primary particle size of pigments affect the appearance of the coating however the performance of a coating is also affected by the presence of agglomerates. Figure 6 shows the particle size distribution of a pigment with a primary particle size of approximately 30nm but also a shoulder of agglomerates at around 200nm. The strength of a laser diffraction system is therefore to be able to measure the size of both the primary particles and detect the presence of agglomerates within the same measurement. Proteins are another application with a very fine primary particle size but where the detection of very small volumes of agglomerates is critical.
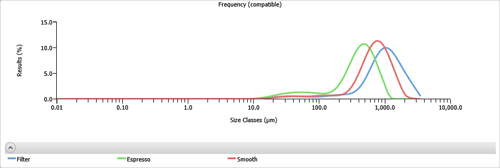
At the other end of the size range it is applications such as coffee where the increased dynamic range is an essential requirement.
Figure 7 shows the particle size distributions of three different types of coffee where the espresso coffee has a finer particle size which allows it to be brewed quickly and it has a bitterer flavor. Where as the larger smooth and filter grades will take longer to brew but will have a less bitter flavor. In this example the filter coffee shows particles up to 3.5mm in size which illustrates the need for a wide dynamic range to accurately characterize these materials. This increase in the upper size limit also brings applications such a sizing of pharmaceutical granules within the capabilities of laser diffraction.
MS3000 Performance summary | |
|---|---|
Size range | 0.01-3500μm1 |
Angular range | 0.015-144° |
Red light source | Max. 5mW He-Ne, 632.8nm |
Blue light source | Max. 10mW LED, 470nm |
Accuracy | Better than 1%2 |
Repeatability | Better than 0.5%3 |
Reproducibility | Better than 1%3 |
The Mastersizer 3000 employs a smart new optical design in order to further extend the range of diffraction measurements in the sub 100nm region and to above 2mm. This extension of the dynamic range allows laser diffraction to be accurately used for an even wider range of applications and reinforces the position of laser diffraction as one of the most versatile particle sizing techniques in the world.
[1] ISO 13320:(2009)
1Sample and sample preparation dependent
2Accuracy defined for the recovery of the mean size of a narrow log-normal distribution. Sample and sample preparation dependent
3Sample and sample preparation dependent
