The particle size of the fat droplets present in dairy and other food emulsions is important in defining properties such as flavor release, mouth feel and emulsion stability. Thus, a knowledge of the particle size is critical in defining the functionality and taste of different food emulsion products. Here we show how laser diffraction can be used to measure and understand the changes in size that occur during production and storage of dairy products. This in turn can lead to a better understanding of how product formulation and performance are linked
The particle size of the fat droplets present in dairy and other food emulsions is important in defining properties such as flavor release, mouth feel and the emulsion stability. Large emulsion droplets can lead to poor flavor release, a greasy mouth feel and poor stability due to creaming. Emulsification to a smaller droplet size tends to reduce creaming and improve the taste of a product. However, in doing this a balance is required, as decreasing the particle size increases the available surface area, which in turn can lead to flocculation if the emulsifier concentration is not controlled.
In other products, such as ice cream, the particle size of the fat droplets is important in defining structural characteristics. Aggregated fat clusters are known to be involved in the stabilization of the air cells within whippable diary products. The formation of these clusters can only be achieved by the controlled destabilization of the fat emulsion. Thus, a knowledge of the particle size is important in defining the functionality and taste of different food emulsion products.
The Mastersizer provides an excellent tool to the food scientist for the characterization of food emulsions. Its wide dynamic range allows both fine emulsion droplets and larger flocculated or coalesced droplets to be characterized. This range also allows for the measurement of large protein micelles, especially for casein, allowing the interaction between the protein and emulsified fat phase to be understood.
The particle size of milk products can be easily assessed using laser diffraction, allowing changes in the fat-phase to be detected. An example of this is shown in figure 1 where typical results for full-fat (3.6% fat), semi-skimmed (half-and-half, 1.7% fat) and skimmed milk (0.1% fat) are shown. As can be seen, two modes can be detected in each sample, one relating to the fat phase and one relating to free casein micelles. In moving from full fat to skimmed milk the relative proportions in each mode changes, tracking the reduction in fat content.
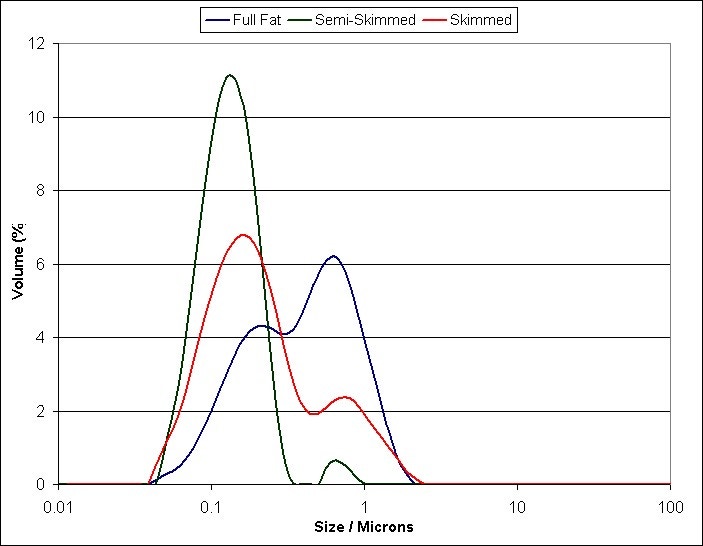
Figure 1. Size distributions recorded for Full Fat, Semi-Skimmed (Half-and-Half) and Skimmed Milk.
During processing, milk emulsions are normally homogenized in order to reduce creaming during storage. Laser diffraction can be used to track the progress of homogenization, as shown in figure 2.
During the homogenization of a milk emulsion (red curve, figure 2), a decrease in particle size is initially observed as the homogenization pressure is increased. However, at high pressures the observed decrease becomes less pronounced. This is due to fat-cluster formation caused by bridging of the casein protein between the fat droplets within the emulsion. This occurs when the surface area of the fat droplets becomes too large to be covered by the available protein. Formation of these fat clusters can be inhibited using an appropriate “casein-dissolving” solution [1]. Adding this to the milk emulsion disperses the fat clusters, yielding a smaller particle size (blue curve, figure 2).
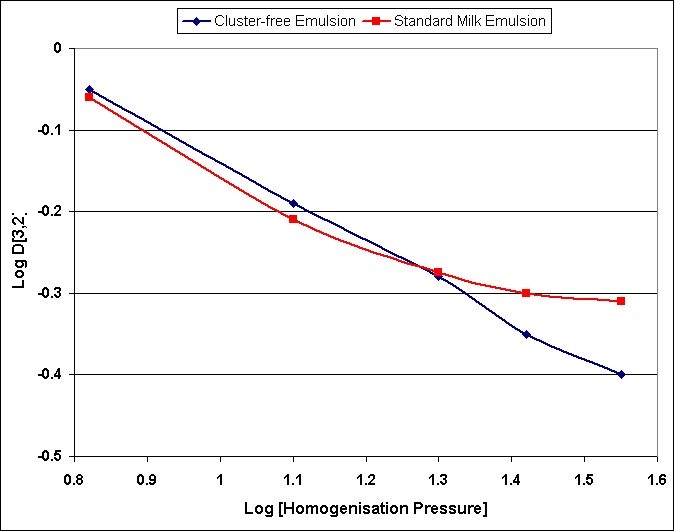
Figure 2. Variation of the D[3,2] with homogenization pressure for a standard milk emulsion and a cluster-free emulsion containing the “casein-dissolving” solution [1].
The behavior of dairy emulsions during storage can also be related to particle size. Often emulsions such as cream liqueurs are found to increase in viscosity and even gel during prolonged storage [2]. Figure 3 shows how the Dv90 (particle size below which 90% of the volume of droplets exists) varies as a function of the viscosity measured over time for different liqueurs. Changes in the Dv90 can be used to detect the appearance of large particles. As can be seen, a direct correlation is observed between the Dv90 and the viscosity, with a move the coarser particle sizes as the viscosity increases. This is caused by the formation of a flocculated droplet network.
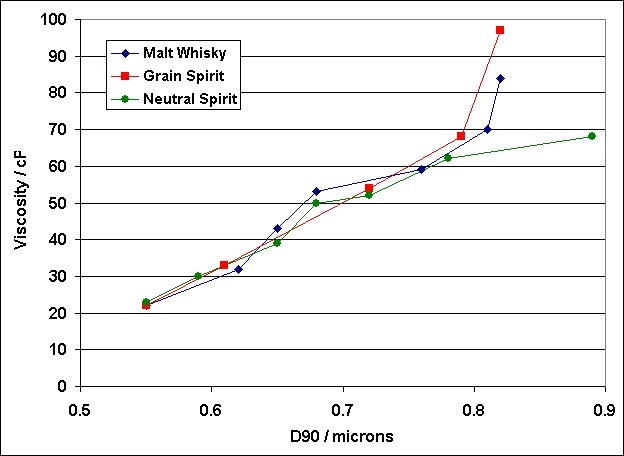
Figure 3. Variation in the particle size observed during the storage of cream liqueurs [2].
Milk products are often spray dried before being shipped and reconstituted. The process of reconstitution of the spray-dried powder is an important factor in the production of many foodstuffs. This can be followed using laser diffraction.
Figure 4 shows the evolution of the particle size of an aqueous solution containing 5%w/v milk powder. The initial size of the powder was relatively large (> 10 microns). Over time, samples of the solution were taken and measured. As can be seen, a mode at very fine particle sizes was observed as the larger powder mode decreased in volume. This fine mode relates to protein micelle formation during the re-hydration of the powder. Hydration appears to be initially rapid but then slows down dramatically, with the process taking several hours to complete. In this case skimmed-milk powder was used, thus no fat was detected.
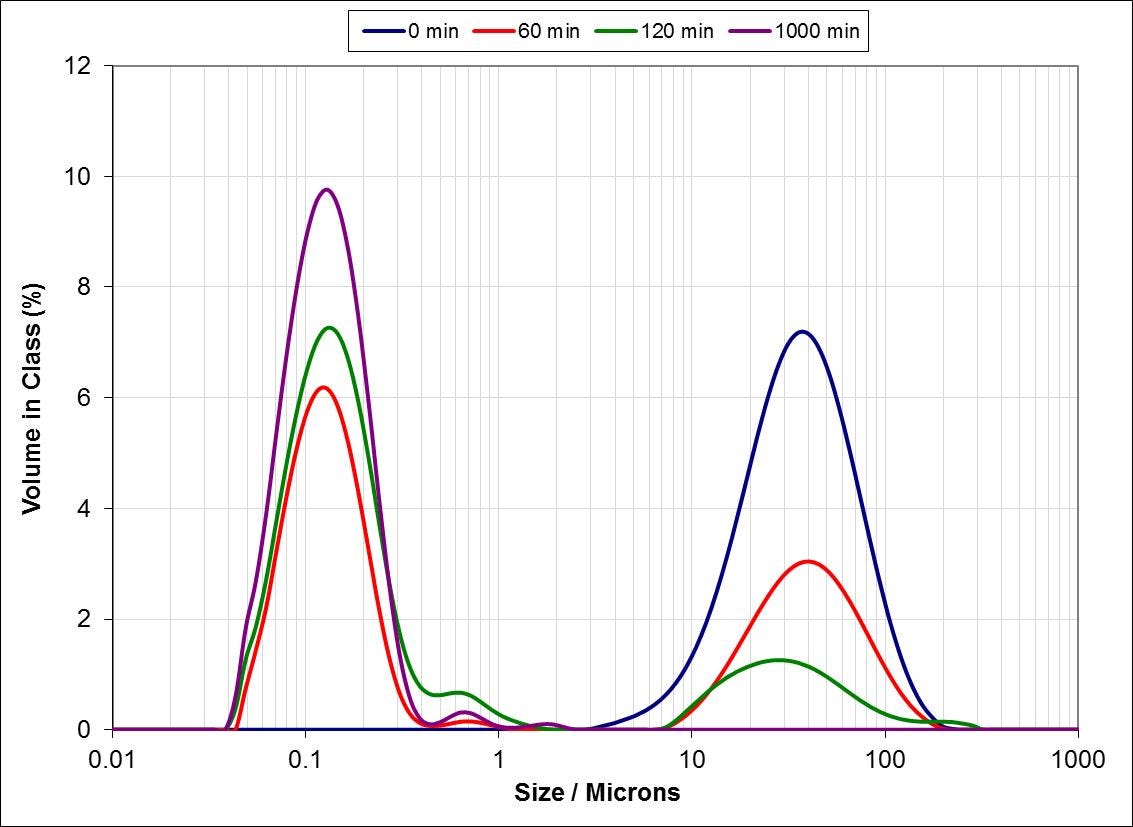
Figure 4. Following milk powder reconstitution using the Mastersizer 2000.
The particle size of diary and other food emulsions is an important factor in defining both structural and sensory characteristics. Measurements using the Mastersizer can be used to understand the changes in size that occur during production and storage of dairy products. This in turn can lead to a better understanding of how product formulation and performance are linked.
Many thanks go to Catharina McCrae of the Hannah Research Institute for providing some of the work presented here.
[1] McCrae, C.H. & LePoetre, A., “Characterisation of dairy emulsions by forward lobe laser light scattering - application to milk and cream”, In. Dairy Journal (1996) 6: 247-256.
[2] Muir, D.D., McCrae-Homsma, C.H. & Sweetsur, A.W.M., “Characterisation of dairy emulsions by forward lobe laser light scattering - application to cream liqueurs”, Milchwissenschaft (1991) 46: 691-694
